Reworksystem:
Ersa HR 500
Eine Ein- & Auslötanlage ist zuständig für den selektiven Ein- und Auslötprozess von bestimmten, vorwiegend SMD-, Bauteilen. In den Bereichen der Reparaturen, Nachbestückungen sowie Prototypenbau werden diese Anlagen gerne verwendet, da dort Produktivität sowie Präzision im Vordergrund stehen.
Play Video
Videoquelle: YouTube, Ersa soldering solutions

Details
- Halbautomatisches Ein- und Auslöten
- Max. Leiterplattenabmessungen 320x360 mm
- Max. Heizplattenabmessungen 250x250 mm
- Max. Bauelementhöhe 32mm unten/35mm oben
- Max. Bauelementgröße 50x50mm
- Infrarot Keramikheizelement mit 2 Heizzonen
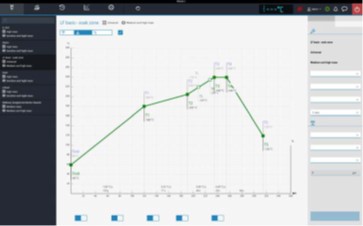
- Programmierbare Temperaturprofile
- IR-Strahler mit eingebauter Pipette und Lüfter
- Visionbox Platzierkamera mit 5Mpixel
Layout Empfehlungen
- 320x360mm Leiterplattenmaße
- Max. Bauelementgröße und –höhe beachten